- The Hidden Complexity of Multi-Level Manufacturing
- Where Manufacturing Theory Falls Short in Complex Manufacturing
- Aligning Flow Instead of Dates: How Supply Allocation Works
- The Value and Outcomes of Supply Allocation
- Supply Allocation: More Vital Than Ever
It’s amazing to watch a school of fish swimming—each one turning, accelerating, and slowing in perfect unison, as if they were a single organism. Their very survival depends on synchronization. Staying tightly coordinated lets them react instantly to predators, shift around obstacles, and navigate a vast, unpredictable ocean.
Complex manufacturing environments work much the same way. To keep customers satisfied and costs under control, multi-level builds with dozens, or even hundreds, of interrelated work orders must move together with that same fluid coordination. When even one critical operation falls out of sync, the whole schedule ripples: delivery promises slip, priorities become confused, and planners are left scrambling to get everything back on track.
Supply Allocation, a new feature in SyncManufacturing Version 8, can help restore that “school of fish” coordination to your operations by recoupling every level of your build structure into a single, coherent flow.
The Hidden Complexity of Multi-Level Manufacturing
In complex manufacturing, every finished product often relies on a deep, multilevel bill of material with its own chain of supporting work orders. A single customer order can depend on hundreds of work orders, each with its own routing, lead times, and dependencies. Small delays deep in the build structure can cascade into major disruptions, expensive expediting, and late deliveries.
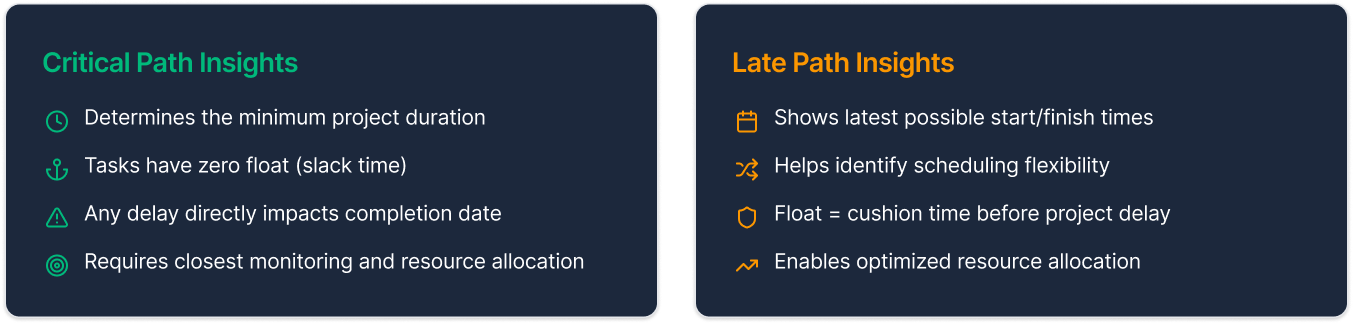
Two scheduling concepts were developed to help manufacturers address this issue: the critical path and the late path. Critical path is the sequence of activities that determines the overall project or order completion date. Tasks on this path have zero (or near-zero) float: If any of them slip, the order completion date slips by the same amount. Late path refers to the set of late start and late finish times calculated for activities in a schedule, showing how late each task can occur without delaying the overall completion date.
While transformative, these concepts were developed in the 1950s, at the very beginning of the computer age. Since then, industries such as aerospace and defense, automotive manufacturing, and heavy equipment have grown far more complex.
Where Manufacturing Theory Falls Short in Complex Manufacturing
Today, many manufacturers still rely on a mix of ERP or MRP systems with limited (if any) pegging logic linking parent work orders to supply. While these tools are helpful, even necessary, they were never designed to provide a truly synchronized, multilevel build plan.
- ERP/MRP systems often treat each work order as an isolated record rather than part of an end-to-end build structure for a specific customer order.
- Standard pegging logic shows only theoretical links between supply and demand, without clearly revealing which orders are at risk or how they affect downstream operations, making proactive action difficult.
- Planners must compensate for variability by manually resetting due dates to force alignment, a labor-intensive process that quickly becomes unmanageable as priorities and constraints shift.
The result is a schedule that looks aligned on paper but is often disconnected from shop-floor realities. Machines and labor are booked on jobs that cannot start due to a lack of materials, work is released to the floor before components are available, and high-priority orders are inadvertently starved while lower-priority orders consume critical parts.
This historical reliance on limited pegging functionality and manual date setting is understandable. True, end-to-end, dynamic pegging can be computationally intensive, especially across thousands of orders, multi-level BOMs, and constantly changing schedules. But with the exponential growth in computing power and modern optimization techniques, it is now possible to continuously recalculate detailed, order-level relationships in near real time, opening the door to a new paradigm.
Aligning Flow Instead of Dates: How Supply Allocation Works
Supply Allocation starts with the understanding that a customer order build is not a collection of isolated tasks. Rather, it is a system of tightly related work orders that must flow together. To achieve this level of synchronization, Supply Allocation builds direct linkages between every supply order (what is being made or bought) and every demand order (what is needed for the customer or parent job) across all BOM levels.
This means alignment is no longer defined by manually maintained date fields. Rather, it is defined by flow.
- Every child order knows exactly which parent order it supports and how its timing affects the overall build.
- The system can schedule the entire build structure as one extended process, ensuring that upstream and downstream work move in lockstep.
- When conditions change—late material, capacity constraints, priority shifts—the impact on the entire structure is visible in a single, coherent model rather than scattered across screens and independent work orders.
- Dates across the entire build are automatically recalculated from these relationships, so schedules stay aligned without constant manual due date resets.
By treating the order as a system, Supply Allocation transforms planning from a reactive exercise in chasing dates into a proactive discipline focused on orchestrating flow through the value stream.
The Value and Outcomes of Supply Allocation
When every work order in a multilevel build is aligned through Supply Allocation, the operational benefits are immediate and measurable.
Maximized throughput: Supply is strictly aligned with demand, so every part on the shelf, on order, or in production has a clearly defined destination within a customer order.
Improved transparency: Users gain an at-a-glance view into the full structure of an order, from top-assembly to the lowest level component, including which steps are driving delays.
Increased efficiency: Planners no longer spend hours manually validating material availability or stitching together order relationships because the system automatically surfaces the critical path and late path.
Reduced delays and stoppages: Jobs are released to the floor only when they are truly buildable, reducing stalled work, WIP, and the confusion that comes from jobs waiting on missing parts.
More reliable delivery: Promise dates are grounded in validated supply-demand linkages, leading to more consistent demand linkages, on-time delivery, and higher customer confidence. Increased transparency improves expediting of at-risk orders.
Supply Allocation: More Vital Than Ever
These days, manufacturers are under pressure from every direction: tighter lead times, more product variants, labor shortages, and supply chain volatility. In an increasingly chaotic environment, the traditional approach of manually coordinating hundreds of work orders through due dates and spreadsheets is not just inefficient—it’s often unworkable.
Supply Allocation addresses this challenge by supporting a production schedule that reflects an order’s true build structure and stays synchronized as conditions evolve. Instead of discovering misalignment when an order is already late, planners identify emerging delays early and act before customers feel the impact. For organizations pursuing digital transformation or Lean initiatives, Supply Allocation becomes a foundational capability: It exposes the real flow of work and materials, making it easier to identify bottlenecks, prioritize improvements, and sustain gains over time.
If you’re ready to move beyond the limitations of your current systems, schedule a live demo. Our representatives can show you how Supply Allocation manages complex build structures, highlights emerging late paths, and supports the kind of reliable delivery your customers expect.