What Grade of Sandpaper Will You Use? Part Four
 Here we are at the final installment of our four-part, Sandpaper blog series about when to use the tools of Lean Manufacturing, the Theory of Constraints (TOC) and Six Sigma to address constraints, drive flow and promote continuous improvement. With regard to sandpaper, I talked a lot about what level of grit you will need to smooth out your processes—and what could happen if you try to start with Six Sigma as a first step in creating continuous improvement momentum.
Here we are at the final installment of our four-part, Sandpaper blog series about when to use the tools of Lean Manufacturing, the Theory of Constraints (TOC) and Six Sigma to address constraints, drive flow and promote continuous improvement. With regard to sandpaper, I talked a lot about what level of grit you will need to smooth out your processes—and what could happen if you try to start with Six Sigma as a first step in creating continuous improvement momentum.
Refine with Six Sigma
Six Sigma is the fine grit sandpaper, best used on a relatively smooth board that you want to make like glass. After TOC has helped with global flow and directed you to the location of numerous 5s and Kaizen events, you are beyond the point of dealing with special-cause variation. You identified processes that are within statistical control, but now, you need to move the baseline for the process. To do this, you need the depth of understanding that Six Sigma lends.
I have seen countless presentations by companies that begin with Six Sigma. There seems to be this focus on how many hundreds or thousands of Six Sigma projects they performed as an indicator of the value of their continuous improvement dedication. For me, the number of projects you run in an organization that is not ready for the level of refinement that Six Sigma provides, only means doing more work, at more cost, to get fewer benefits.
There are some improvement metrics that in my opinion, are based on funny numbers. But if you start with TOC, you can really see what is changing. That’s because TOC only impacts financials if you move Throughput (T) up, Operating Expense (OE) down, or move Inventory (I) down. (It is important to note that OE includes both direct and indirect labor.) If you take 25 percent of the labor content out of a process but there is no actual reduction to the payroll expense, then you have not impacted the financials unless that 25 percent of freed-up time can be spent increasing throughput. Six Sigma is exceedingly effective, but it can be a costly, slow, and exhausting process if you are trying to apply its fine-grit approach on a very rough board.
The Right Tools at the Right Time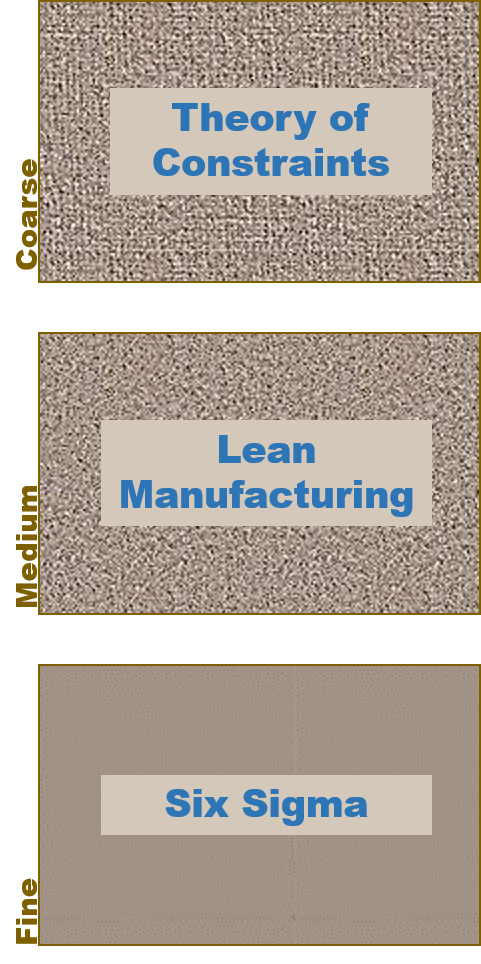
Let’s quickly go through the steps to using TOC and Lean Manufacturing—before you try to use Six Sigma to significantly move the needle.
1) Start with the coarse grit sandpaper – TOC – to point you toward critical constraints that when managed, will provide the greatest return.
As you maximize throughput through constraints and remove obstructions to flow, global throughput and flow goes up. This causes the next level of items impeding flow to come to light as you begin to see more global changes affected—and it creates momentum and visibility for “the next right thing” to do.
2) Use the medium grit tools of Kaizen events and Lean Manufacturing to refine further.
As you get rid of the more glaring impediments to flow, you begin to see where your Kaizen events should be staged. You have more data to make value stream mapping and other Lean tools smooth the process even further.
3) The fine grit of Six Sigma is a great way to finely-tune to your continuous improvement processes.
Six Sigma tools allow you to refine and adjust big picture items with laser-like focus. It allows you to understand common-cause and special-cause variation. So you can determine if you need to bring the process into control or overhaul the process to move to the next level of performance. These areas for improvement may have been hidden until you applied TOC and Lean tools that revealed the changes you need to make the most impact to both global improvement – and the bottom line.
If You Could See Me Now
When I was first working with Lean Manufacturing, TOC and Six Sigma, I made plenty of mistakes and I learned a lot about how to refine the continuous improvement journey. One of the last things I would like to say to help you— keep your eyes open.
A very wise man once said there is a vast difference between looking and really seeing something at depth. I found for myself that when I look at the surface of the issue, I don’t make as much progress as when I try to really see. If you keep these methodologies at hand and combine them with the ability to see (with context and clarity) what to do next to keep your continuous improvement ball rolling, you’re sure to experience great improvements for you, your processes and your people. Let me know what you are doing to keep the continuous improvement fire burning at your company.
-John Maher
This is part four of a four-part series. Here are the links to the earlier posts in this series:
- Part 1, What Sandpaper Will You Use?
- Part 2, Fast Results Using TOC for Demand-Driven Manufacturing
- Part 3, Using TOC, Lean and Six Sigma to Become More Demand-Driven

John’s passion for demand-driven manufacturing is equal to his interest in how this method improves the lives of employees within these environments. “I’m here to help, not to judge” comments John whose posts reflect why demand-driven matters and are based on his experience working in manufacturing environments and expertise in ERP, MRP, APS, supply chain, manufacturing planning and scheduling systems and constraints management.