Through this guest blog series, my intent is to share some of my experiences implementing supplier quality and Lean manufacturing initiatives by focusing on eKanban systems. My first post offered advice for planning an eKanban rollout (advice that could be applied across any Lean manufacturing project). In my second installment, I reviewed strategies for rolling out an eKanban project that have proven successful for me. In this final entry, my focus turns to continuous improvement.
In thinking about this final entry to my eKanban blog series, it may be helpful to review where we’ve been (irony of this to follow). Previously, we talked about establishing a plan to include what we want to accomplish, why and how we will measure results (Real-world Advice for Getting Started on eKanban). We reviewed the importance of engaging leadership in the eKanban project and strategies for turning frontline contributors into change-agents.
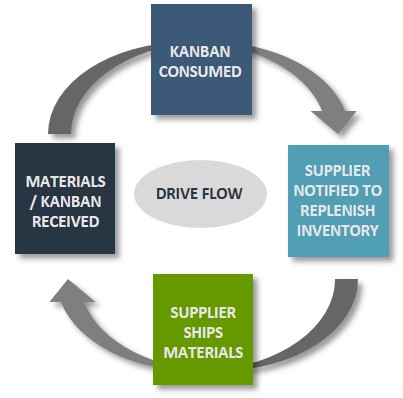
Then, we turned toward execution, reviewing replenishment process mapping and rolling out a pilot with examples of how to engage suppliers (Start Your eKanban Implementation with Value-stream Mapping and Engaging Your Suppliers). I left you with the thought of keeping the goals of the mission in mind and continually reinforcing and communicating key outcomes and progress toward the attainment of those goals. The fact is, you need to keep evangelizing the project; particularly after the software goes live and rolls out across the organization. Keep the momentum strong. Communicate results. Win advocates.

“Knowledge speaks; wisdom listens”
These immortal words from the great Jimi Hendrix couldn’t be truer. With regards to our eKanban project, knowledge and communication were critical to complete the first part of the journey, listening comes next.
As the organization starts to use the new eKanban system, start to listen. Tune into the process and listen for feedback from both internal (inside the four walls) and external (customer and supplier) sources. This is the start to the continuous improvement process.
Through patient listening, you’ll receive good – and sometimes surprising – process feedback that can lead to key quality and performance improvements. As you collect feedback, you will need to start assessing your options. Typically, it breaks down into:
- What improvements can be done quickly. Tackling some quick wins can be helpful in demonstrating to those providing feedback that the organizations is really listening – and behind the project all the way.
- What is going to take longer to implement. Sometimes these can become projects in and of themselves. In this case, it’s critical to breakdown the issue to ensure it’s executed correctly: Create a plan; test; validate; implement.
For one manufacturer, I was involved in an eKanban implementation across six facilities. After implementing the software – and listening to the process – an issue came up where suppliers would receive replenishment signals, but wouldn’t know which facility initiated the order. The quick fix was to add a source code to the order. Problem solved.
The same manufacturer also required a fix that took a little more time, due to some software adjustments. They wanted to add a date and/or the revision number of the part to the eKanban label. So, we created a plan with our software partner (Synchrono), tested it, and when it was validated, we implemented. An easy fix that needed to be worked into the software development cycle.
While listening is a very important part of the continuous improvement process, data gained from the eKanban system also has value in identifying areas for performance improvements.
For example, a manufacturer using their eKanban system for tracking their on-time delivery rate, was able to identify suppliers who were consistently late. Worse, because these suppliers were known to be late, purchasers (with the best intentions) would trick the system and override the Kanban quantity. Of course, they ended up with too much on hand inventory. Through access to the eKanban system data, we were able to get to the root cause of the problem and take corrective action.

Go Mountain Climbing
Sometimes the continuous improvement process may leave you feeling like things are never good enough. Not true! Just take a moment to take in the view.
The analogy I use in teaching Lean Manufacturing is mountain climbing. When you’re climbing, you’re just focused on getting up the mountain in the most expedient way. And, in doing so, you may start to lose steam.
Re-energize yourself (and your team) by looking back occasionally to see what you’ve accomplished. Look at the new terrain you’ve traveled; the boulders you’ve moved – and how much you’ve saved the company!
You’ll find that sometimes reflecting back is just as important as looking ahead.
Jim Shore is the Principal of Quality Lean Solutions, a Consultant Firm that specializes in Medical Device companies, Supplier Quality and Lean Manufacturing principles. Mr. Shore is co-author of “Proactive Supplier Management in the Medical Device Industry” (2016: Quality Press). Jim has 25 years of quality and supplier management experience in medical devices, semiconductor, aerospace and defense for firms and organizations including Titan Medical, Nypro Healthcare, Boston Scientific, Aspect Medical, Brooks Automation, Raytheon and ACMI Gyrus (now Olympus). He is Six Sigma Black Belt and Quality Manager/Operations Excellence-certified by the American Society for Quality (ASQ), as well as an ASQ-certified Quality Auditor and Mechanical Inspector. A veteran of Operation Desert Storm, he served in the U.S. Marine Corps for more than 15 years.