Measuring your strategic goals against their value and the time, money and attention they need
When we began our metrics discussion, we talked about how behaviors are too often dictated by metrics—and whether or not these behaviors actually “move the needle” for sustainable supply chain improvements. Mark Davidson’s blog about aligning metrics to larger goals and objectives covers this topic well. I’d like to go over what I find especially valuable about these tactics. Mark writes: “Largely due to the misalignment of goals and objectives, a considerable number of organizations struggle to realize the full business value that manufacturing can generate.” (e.g., Don’t miss the boat.)
Let’s talk about the “real-world ” first. We all know that in today’s organizations there are many, competing strategies and objectives. Look at any strategic plan, and there are many initiatives that cover the gambit of popular business systems, such as CRM, Big Data, Business Intelligence, Cloud Computing, ERP implementations, Supply Chain implementations, Human Resources employee engagement programs, Safety Programs, etc. There’s no shortage of cost savings and performance enhancing methods to transform organizations. Yet, without a good way to measure them, they will meet a great deal of resistance.
” first. We all know that in today’s organizations there are many, competing strategies and objectives. Look at any strategic plan, and there are many initiatives that cover the gambit of popular business systems, such as CRM, Big Data, Business Intelligence, Cloud Computing, ERP implementations, Supply Chain implementations, Human Resources employee engagement programs, Safety Programs, etc. There’s no shortage of cost savings and performance enhancing methods to transform organizations. Yet, without a good way to measure them, they will meet a great deal of resistance.
Who is driving this thing?
One of the biggest issues I see is that once strategic objectives are accepted, people start making assumptions. These assumptions have effects that start to come to light when the tasks and activities are disseminated and the people responsible for implementing the changes start working. These people are already busy, and now we add new tasks for them to accomplish, often overloading them. If there are multiple strategies to work on among the same teams, then there is a worse problem, as these “difference makers” compete for time, attention, and money.
Remember, someone has put their butt on the line to drive these strategic objectives. It seems we all have to have several people in leadership whose job it is to drive these objectives—and the rest of us in an organization have a conflict between the objective’s tasks and our daily workload.
Getting SMART
Savvy manufacturers set “SMART” goals—Specific, Measurable, Actionable, Realistic, Time-Based.
It’s important to understand the interrelationships between high-level goals and objectives as well as what actions or methods are required for an organization to achieve them – this falls under Specific. Measurable and Actionable are when metrics come into play—any desired result must have a set of defined measurements, targets, and actions that can be taken in order to “move the needle” on the metrics that are leading or lagging indicators of results.
If an organization is only creating one measurement to support one strategic objective, applying SMART makes sense.
Beware of too much noise
The reality is, it’s hard to limit ourselves to one measurement per objective. So, ask yourself, how many new measurements and objectives do you have? Are they all in alignment and driving the desired behavior? The pressure for too many measurements creates dysfunction within the organization. All these initiatives create competition for scarce resources and even more scarce time for change. And, we often find that when you have too many metrics, at some point they may even work against each other. The result is a contentious and noisy organization that struggles to make any sustainable improvements.
That’s why Davidson talks about not only setting KPIs but ensuring that there are processes in place to act on what they reveal. He also insists upon effective communication strategies around the KPIs as well as tying them into the organization’s performance incentives. These are solid ways to ensure that the strategies are not only assigned, but measured, and that the results you achieve really help your organization become more valuable—internally profitable and externally, to become a partner of choice to your customers.
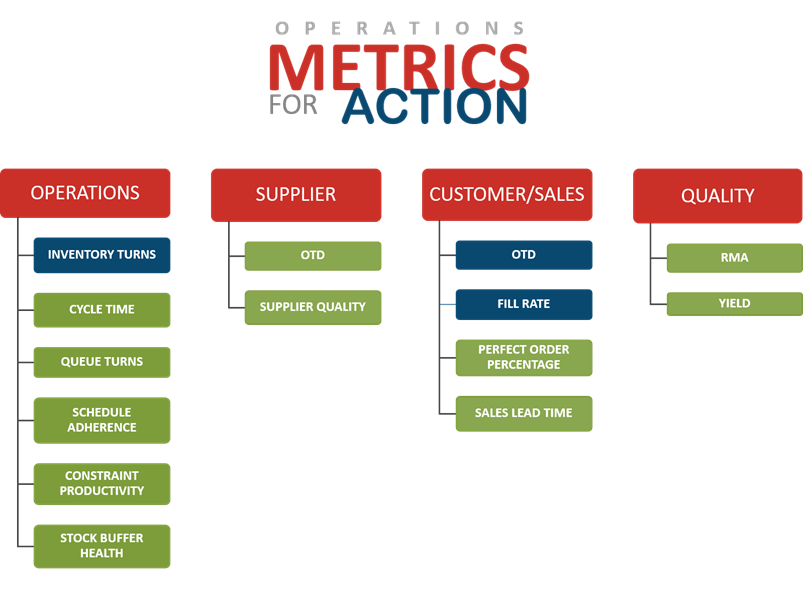
Every day we work with manufacturers applying demand-driven methods to align all aspects of their operations in order to drive the optimal rate of production flow. This strategy is backed by a specific set of operational metrics these manufacturers measure and take action on for continuous performance improvement.
Next time- we’ll get more into specific, actionable metrics you’ll need for your demand-driven, lean manufacturing change. Many of the strategies your organization needs to initiate to get the most out of the supply chain function link to becoming more responsive to demand. We’ll figure out how to do that by measuring the right things at the right time for the right results. Read the white paper, Demand-Driven Manufacturing Metrics that Drive Action, to start thinking how you would like to align your metrics to strategy.