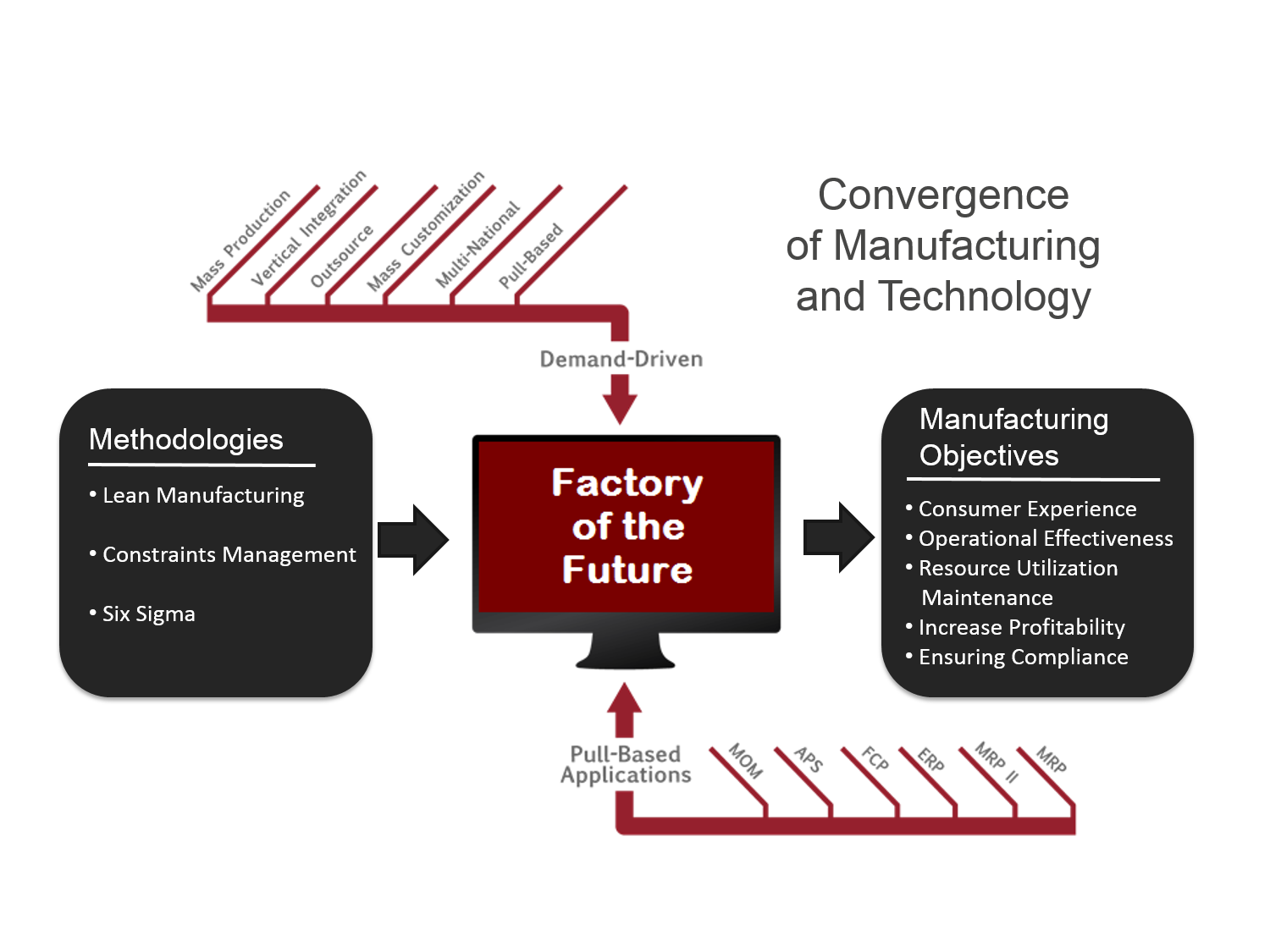
In a recent business article out of the UK, the author cites trends such as collaboration and connectivity as hallmarks of the “factory of the future.” I would take that one step further, and add “communication” to that list—especially during implementation.
Smart implementation leaders make sure they are listening to the insights of everyone who will be impacted by their new systems and following solid communication practices throughout the life of the project—and beyond. Here’s what you need to know about the three biggest opportunities great communication practices deliver to your project.
#1 Always be Buying (In)
A continuous goal of all communications is gaining buy-in from all project team members and stakeholders. I make it a personal goal to have all attendees, no matter what their role, walk away from meetings –or after reading emails –more in-tune with the overall project objective. Often we create increased sharing and discussion opportunities, so that communications can continue to be a two-way street.
There is a moment during every implementation where l watch the lines of communication open. I can see a new determination among everyone involved to follow through on our goals. Our communication practices had delivered that elusive element—buy-in—and as a result, each person becomes a project champion. Implementations like these sometimes herald the beginning of a culture change that helps the enterprise continuously improve by listening to and learning from each other.
#2 Living Documents Spur the Crucial Conversations
Setting up a communications plan and documenting results from the communications plan activities can help you ensure that you are in lockstep regarding action items, decisions, and project strategy. Documentation begins with a project repository – an accessible space where content and multiple versions of documents can be viewed, edited, and shared. In my last blog, we discussed how a good, solid RACI can help with workflow and accountability during the project. The RACI can stand as some of your first meeting notes and as a core project document to establish both project activities and communication expectations. A project repository “lives” in tools like SharePoint, Atlassian Confluence, or in other similar platforms.
Security and Sign Off
Documentation access and security should be a primary focus before and during a project. I recommend enacting specific security clearance for known project team members before the project begins to save time. You can always continue to manage access and permissions throughout the project lifecycle as both the team size and number of files may grow. The goal is to make sure your documentation is protected throughout the project, while having a transition plan for making the information viewable by a broader audience after deployment. The repository should be kept somewhere so that even many years after the project ends, the space is still accessible. You don’t want to rely on critical project information residing on an individual’s work station (what if it crashes!?!) so select a place that has staying power within the organization. It could be the only way you can conduct a corporate project audit, find original training materials or design documentation.
Push or Pull?
With all of the project content created, it’s important to decipher what makes good “push” versus “pull” information. Many project repository items will be best with a “pull” method, where users know where and how to go pull the information as needed. In other cases, such as project status updates, you will want to enact a “push” system where you distribute information to people so that it’s in front of them. The more you can schedule this regularly, the better. Often, this information supplies management with what they need to know for broader project statuses, such as reporting beyond their specific business or IT division. Information is pushed to them ready-to-use – don’t rely on people clicking links to be able to see and absorb it. You want it front and center!
#3 Understand (and explain) that Communication Delivers a Measureable ROI
People sometimes think that good communications is a “nice to have” add-on rather than a crucial element of the project plan. The folks at the Project Management Institute (PMI) are the masters at communicating well and at compiling solid research to show the ROI of your communications project. Most of their content is out there on the Internet free for the taking. Like this white paper, which has quotes like the one below:
“Among those organizations considered highly effective communicators, 80 percent of projects meet original goals, versus only 52 percent at their minimally effective counterparts, according to PMI’s Pulse of the Profession™ In-Depth Report: The Essential Role of Communications. Highly effective communicators are also more likely to deliver projects on time (71 percent versus 37 percent) and within budget (76 percent versus 48 percent).”
Those are some pretty solid numbers for building your communications business case, aren’t they?
Definitely let me know what you think about my top three—and if you have anything to add to help our readers make sure communication remains a crucial element in their project implementations. Until next time, then, keep communicating!
-Sarah Huhner





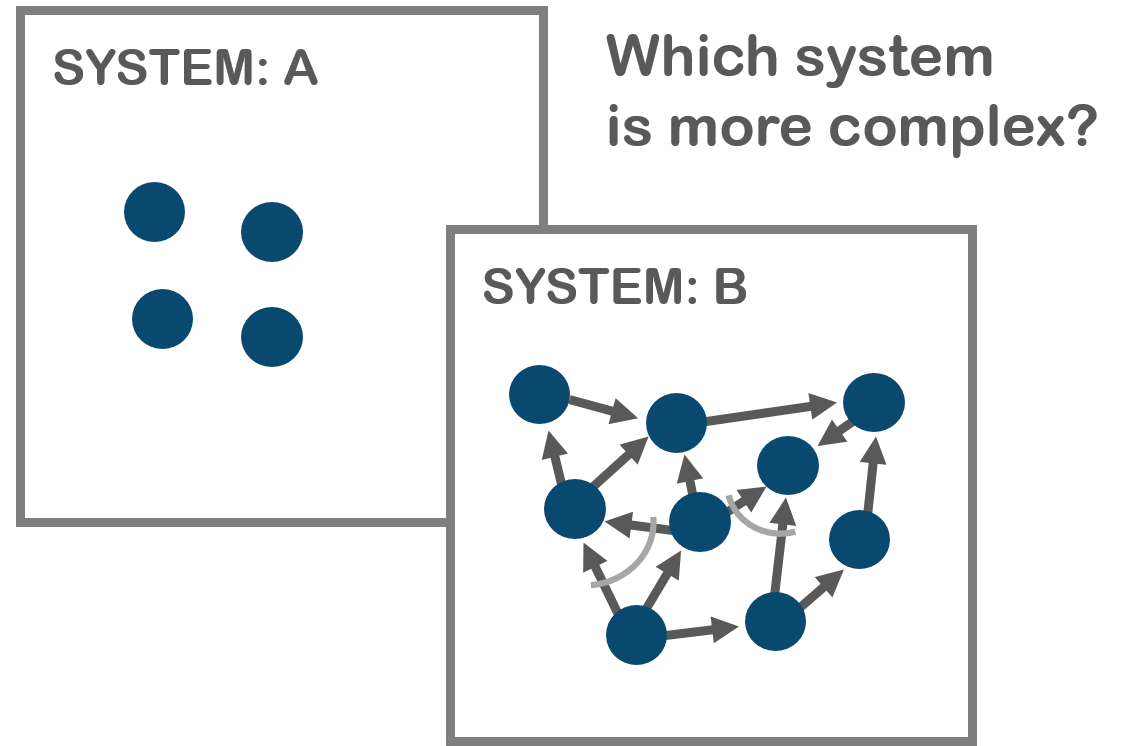
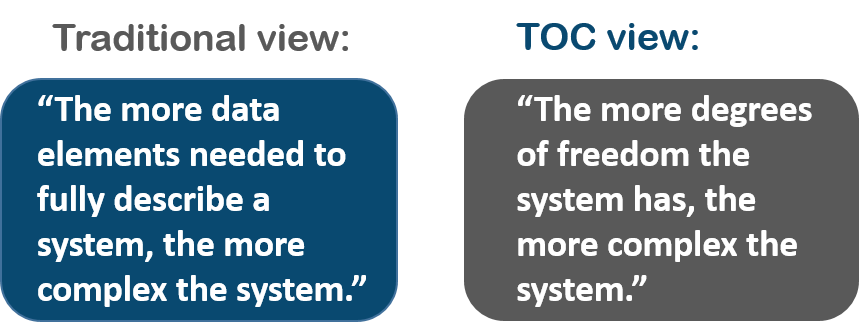
 This causal relationship is used to describe the current reality of a system. The effect-cause-effect technique allows TOC Thinking Process experts to significantly reduce the number of elements that they must touch to influence the entire system. The degree of freedom in the system is defined as the number of items in the system that need to be touched to effect the overall system. In this way, an interconnected system is much simpler.
This causal relationship is used to describe the current reality of a system. The effect-cause-effect technique allows TOC Thinking Process experts to significantly reduce the number of elements that they must touch to influence the entire system. The degree of freedom in the system is defined as the number of items in the system that need to be touched to effect the overall system. In this way, an interconnected system is much simpler.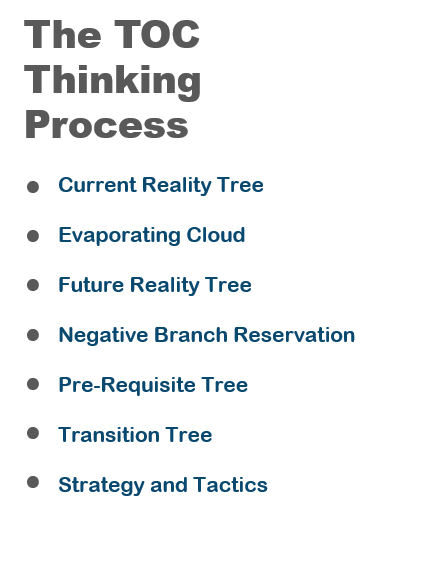 However, all systems can be described by this process. Once completed, you’ve uncovered the inherent simplicity of the organization.
However, all systems can be described by this process. Once completed, you’ve uncovered the inherent simplicity of the organization.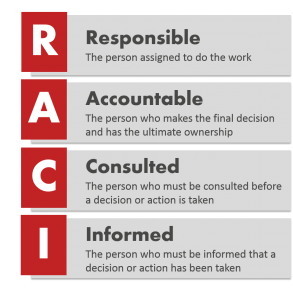 As I’ve mentioned before, implementation projects end up being mostly about the people involved. Project success hinges upon how effective the project team is in harnessing their own particular talents and in placing the right eyes over the right set of project deliverables to ensure quality down the line.
As I’ve mentioned before, implementation projects end up being mostly about the people involved. Project success hinges upon how effective the project team is in harnessing their own particular talents and in placing the right eyes over the right set of project deliverables to ensure quality down the line.